The Important of periodic lubrication cannot be overstressed. a wire rope machine, having many moving parts. each time a rope bends or straightens, the wire in strands of the rope must slide on each other. thus a film lubrication should be present on each moving part.
A second important reason for lubricating steel wire rope is to prevent deterioration of fiber core. A rusty rope is liability, since there is no means of visual inspection, which can be determine the remaining strength of a corroded rope.
Lubricant may be applied with an oil can, brush or any effective method. The objective is to apply a uniform coating to the entire length of the wire rope.
Wire Rope must be handled in manner to prevent kinking or twisting. improper rigging and lifting shortens the working live of a rope and put your employees and equipment in dangers.
Wire Rope should be visually inspected daily for wear, broken wear and kinks. A thorough inspection should cover this point :
Is there evidence of corrosion, wear or kinks? A rope that been kinked cannot be repaired.
Are there any visible broken wires? If so, replace the wire rope if it does not meet the requirements of the Michigan safely standard applying to it particular use.
Is the rope lubricated? The rope should be kept properly lubricated to avoid stiffness and corrosion.
What is the condition of the fitting or splices? Any damage fitting or splice should be replace immediately.
Are thimbles used to protect wire rope eyes where possible?
Is an adequate safely factor always used?
If there is evidence that the wire rope has been crushed, abraded, flattened, bird caged or has sustained any other damage that distorts it, The rope should be removed from services.
Compacted strand wire rope is manufactured from strands which have been reduced in diameter by one of several swaging processes. The outer wires of the strand are flattened and the internal wires are no longer round. Compared to standard wire rope of the same diameter, a compacted rope has a greater cross-sectional metallic area resulting in higher strength and its smoother surface makes it more abrasion resistant.
A certain amount of rope spin is natural during the operation of most cranes. This should be kept to a minimum as excessive rotation can cause serious fatigue. On single-fall cranes, the damaging effect of spin can be reduced by installing a free-moving ball bearing swivel between the rope and the load. In cases where spin is particularly troublesome it is often advisable to change to a low-rotating construction.
A low-rotation or an anti-twist wire rope consists of an inner layer of strand laid in one direction covered by a layer of strand laid in the opposite direction. This has the effect of counteracting torque by reducing the tendency of the finished rope to rotate.
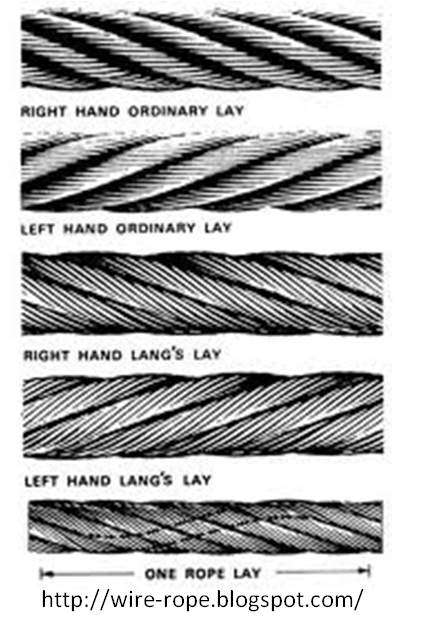
The lay of a wire rope is the description of the way the wires and strands are placed during manufacture.
Right and Left lay refers to the direction in which the strands of the rope are wound around the core.
Regular and Langs lay refers to the way the wires in the strand are wound in relation to the strands.
RIGHT HAND LAY means the strands pass in a left to right direction across the rope.
LEFT HAND LAY means the strands pass in a right to left direction across the rope.
REGULAR or refers to the way the wires are placed in each strand. Regular or Ordinary
ORDINARY LAY lay means that the wires in the strand are laid in an opposite direction to that of the strand. The crowns of the wires appear to be parallel to the axis of the rope.
This is the most common lay.
LANGS LAY Langs lay means that the wires in the strand are laid in the same direction as the strand. The crowns of the wires appear to be at an angle to the axis of the rope.
The characteristics of each lay are as follows:
Right Lay The most common lay
Left Lay Used in a few special applications – cable tool drilling line, for example
Regular Lay less likely to kink and untwist, easier to handle, more crush resistant than langs lay. Relatively poor wearing qualities due to the point contact on the crown wires in the strand.
Langs Lay Increased resistance to abrasion due to the surface pressure being spread over a longer length of wire, greater flexibility and fatigue resistance, has a tendency to kink and untwist and so recommended only for use where the rope and load are secured against rotation.
RHRL or RHOL has the widest range of applications and meets the requirements of most equipment. In fact, other lay specifications are considered exceptions and must be stated when ordering. There are however, the following exceptions. Langs lay is recommended for much excavating, construction and mining applications, including draglines, hoist lines, dredgelines and other similar lines. This is because langs lay ropes are more flexible than regular lay ropes and they also have greater wearing surface per wire than regular lay ropes which results in increased resistance to abrasion.
Where properly recommended, installed and used, langs lay ropes can be used to greater advantage than regular lay ropes. However, langs lay ropes are more susceptible to the abuses of bending over small diameter sheaves, pinching in undersize sheave grooves, crushing when winding on drums and failing due to excessive rotation. Left lay rope has the greatest usage in oil fields on rod and tubing lines, blast hole rigs and spudders where rotation of right lay rope would loosen couplings. The rotation of a left lay rope tightens a standard coupling.
The strand construction refers to the pattern in which the wires are placed within the strands.
Take for example this 6x19 FC wire.
The actual construction is 6x19 Filler (12/6+6F/1) fibre core. That is 6 strands each made up of 19 wires. Each wire made up of 12 outer wires over 6 inner wires plus 6 filler wires over 1 centre wire. The word filler relates to the strand pattern of which there are three.
Filler, Seale and Warrington.
Filler – characterised by the small spacer wires which lie in the interstices of the inner layer to help position and support the outer layer.
Seale – characterised by having equally sized wires in the outer layer with the same number of uniform but smaller sized wires in the inner layer.
Warrington – characterised by having one of its wire layers (usually the outer) made up of an arrangement of alternately large and small wires.
In 6x36 construction, because of the greater number of wires, combinations of the three strand patterns are used. Wire sizes would become too large if only one of the three fundamental patterns were used. For example, Warrington Seale is a blend of the Seale and Warrington patterns. The outer layer has equally sized wires whilst the layer underneath has wires of alternately large and small diameter.
Wire ropes are made up by laying wire strands around a core. The strands themselves are made up of between 3 - 91 wires. The more wires per strand the more flexible the rope will be.
The purpose of the core is to provide support and maintain the position of the outer strands during operation. The core provides an elastic bed to enable movement or relative displacement and allow deformation of the wire strands when the rope is flexed round a sheave. A core of incorrect size or inferior material will cause a rope not to function properly and will shorten its life.
There are two main types of rope core – Fibre (FC) and Steel (IWRC or WSC)
FC Fibre core around which wire strands are laid.
FC ropes provide excellent flexibility. Additionally, the fibre core is impregnated with lubricant during manufacture thus providing internal lubrication to reduce internal corrosion and wear between wires.
IWRC Independent wire rope core around which wire strands are laid. IWRC ropes have increased strength and provide good resistance to crushing, distortion and heat. The steel core also provides better support for the outer strands thus ensuring even stress distribution and retention of the rope shape.
WSC Wire strand core around which wire strands are laid.
Wire rope consists of a group of strands laid helically around a core. The strands of a wire rope consist of a number of individual wires laid about a central core.
Wire rope is versatile. It can be used to transmit motion through almost any plane or angle, to guy or tie down, to hold back, launch or control; to counterbalance, to guide or to lift or to do hundreds of other jobs.
Most people do not think of wire rope as a machine, but it is. It is a machine composed of precise, moving parts, all designed to bear a very definite relation to one another. In fact, some wire ropes contain more moving parts than many complicated mechanisms. A six strand rope consisting of 36 wires per stand with an independent wire rope core contains a total of 265 individual wires. All of these must be able to bend and move with respect to one another if the rope is to have the flexibility necessary for successful operation.
Wire rope is a type of rope which consists of several strands of metal wire laid (or 'twisted') into a helix. Initially wrought iron were used, but today steel is the main material used for wire ropes. Historically wire rope evolved from steel chains which had a record of mechanical failure. While flaws in chain links or solid steel bars can lead to catastrophic failure, flaws in the wires making up a steel cable are less critical as the other wires easily take up the load.
Friction between the individual wires and strands, as a consequence of their twist, further compensates for any flaws. This method of minimising the effect of flaws may also be seen in Damascus steel, employing multiple folding or laminations.